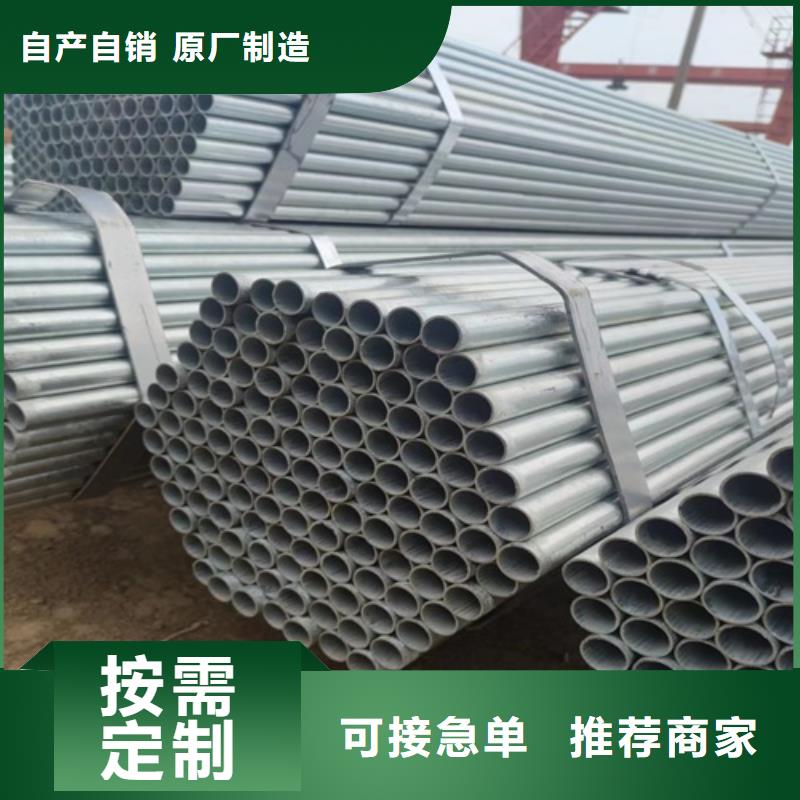
以下是:热镀锌管售后完善的产品参数
| 最小起订 | 0 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235 Q345等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 齐全 |
|---|
| 产品颜色 | 银色 |
|---|
| 外形尺寸 | 标准 |
|---|
| 适用领域 | 建筑工程等 |
|---|
| 是否进口 | 否 |
|---|
以下是:热镀锌管售后完善的图文视频
热镀锌管售后完善,鹏鑫钢铁有限公司为您提供热镀锌管售后完善,联系人:李经理,电话:15106358106、15106358106,QQ:595117986,请联系鹏鑫钢铁有限公司,发货地:聊城山东聊城经济开发区武夷山路发货到广东省 中山市 。 广东省,中山市 2022年,中山市实现地区生产总值为3631.28亿元,同比增长0.5%。
想要更深入地了解我们的热镀锌管售后完善产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
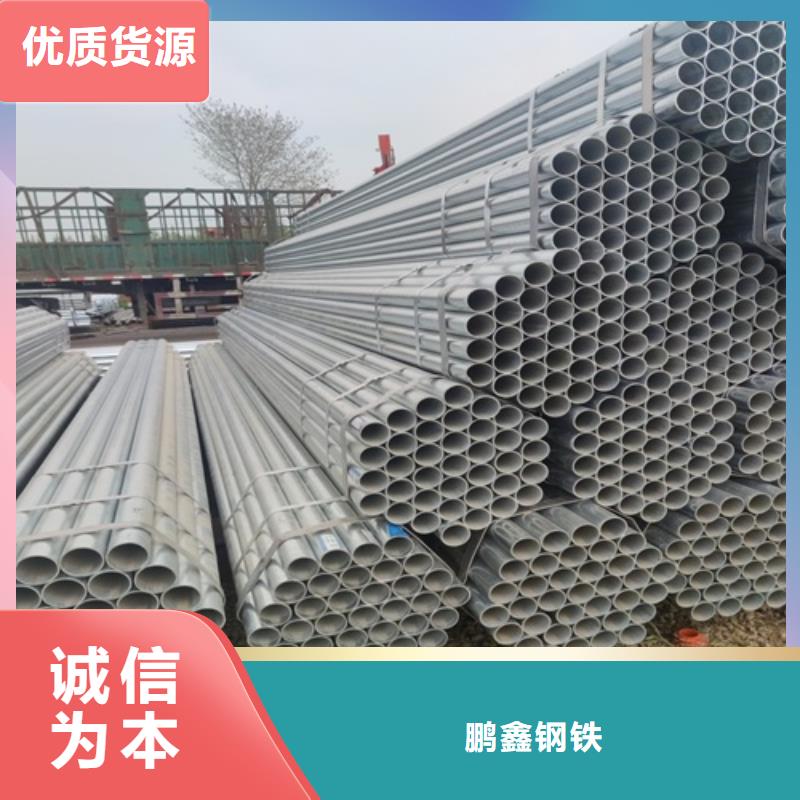
以下是:热镀锌管售后完善的图文介绍

鹏鑫钢铁有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司 广东中山无缝钢管产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。


广东中山镀锌钢管焊接时的措施: 首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。 其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。 第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。 第五就是焊接环境控制,保证施焊时的温度、湿度、风速符合工艺要求。

鹏鑫钢铁有限公司



镀锌管连接方式:螺纹,焊接 其一、滚槽方式连接 (一)滚槽焊缝开裂: 1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。湘潭大棚管,湖南大棚管 3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。 (二)滚槽钢管断裂: 1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌管,湖南大棚管 2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。 4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5.用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求: 1.管端至沟槽段的表面应平整无凹凸、无滚痕。 2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 其二、焊接式连接 1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3.镀锌钢管管口对接后,管口部位出现砂眼: 4.焊接时由于技术原因造成。 5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。

热镀锌管售后完善,鹏鑫钢铁有限公司为您提供热镀锌管售后完善产品案例,联系人:李经理,电话:15106358106、15106358106,QQ:595117986,发货地:山东聊城经济开发区武夷山路。